Разборка нижней половины узла термозакрепления
Предупреждение.При выполнении операций нежелательно прикасаться к рабочей поверхности прижимного резинового вала узла термозакрепления.
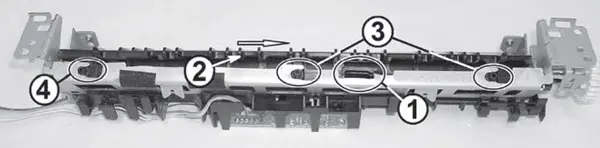
На металлическом основании нижней части узла термозакрепления расположены следующие узлы: левый и правый бушинг резинового вала, резиновый вал в сборе с шестерней привода, направляющая бумаги, плата датчиков выхода и ширины бумаги, флажки датчиков бумаги в сборе с возвратными пружинами, а также пластмассовое основание крепления флажков датчиков и выходного вала транспорта бумаги.
Демонтаж резинового вала
1.Отжимают фиксатор (1 на рис. 38), перемещают направляющую бумаги (2) вправо до выхода выступов (3 и 4) из пазов на металлическом основании и снимают ее с узла термозакрепления.
Рис. 38.
2.Последовательно снимают резиновый вал (1 на рис. 39) в сборе с шестерней привода вала (2) и бушинги резинового вала (3 и 4) с основания нижней половины узла термозакрепления. Освобождают фиксатор на шестерне привода резинового вала и снимают ее с оси.

Рис. 39.
Снятие выходного вала транспорта бумаги
1.Располагают нижнюю часть узла термозакрепления шестерней привода вала транспорта бумаги к себе. Освобождают пластмассовый фиксатор (1 на рис. 40), расположенный на шестерне (2), и снимают ее с вала транспорта бумаги.
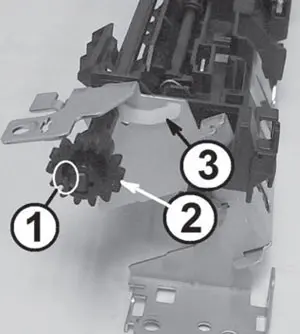
Рис. 40.
2.Освобождают фиксатор (3) бушинга выходного вала транспорта бумаги, поворачивают бушингпротив часовой стрелки до совмещения выступа на бушинге с пазом в отверстии посадки, перемещают его к себе до выхода из посадочного отверстия и снимают с вала транспорта.
3.Перемещают вал транспорта в сборе с левым бушингом (5 на рис. 39) вправо, до выхода бушинга из посадочного отверстия, приподнимают левую сторону вала верх, перемещают вал влево, вынимают его правую сторону из отверстия посадки правого бушинга и снимают с узла.
Снятие флажков и платы датчиков бумаги
1.Извлекают жгут платы датчиков из пазов прокладки, освобождают фиксаторы (1 на рис. 41), перемещают плату (2) датчиков выхода/ширины бумаги к себе и снимают ее с узла.
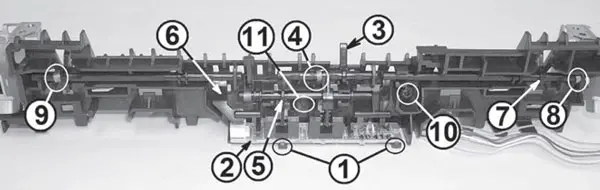
Рис. 41.
2.Снимают флажок датчика выхода бумаги (3 на рис. 41), предварительно запомнив расположение возвратной пружины (4). При снятии сначала извлекают из посадки левую сторону оси флажка, затем правую.
Примечание.Привод флажка (5 на рис. 41) датчика ширины бумаги осуществляется одним из двух независимых рычагов (флажков) бумаги. Левый рычаг (6) контролирует ширину (смещение) бумаги с левой стороны, а правый (7) - с правой стороны.
3.Запоминают расположение возвратной пружины (9 на рис. 41) и снимают левый флажок ширины бумаги. При снятии перемещают к себе левую сторону оси флажка, извлекают флажок из паза, перемещают влево,извлекают правую сторону оси с посадочного отверстия и снимают флажок с узла.
4.Снимают правый флажок датчика ширины бумаги, предварительно запомнив расположение возвратной пружины (8). При снятии сначала вынимают из посадки правую сторону оси флажка, а затем левую.
Снятие пластмассового основания флажков датчиков выхода и ширины бумаги
1.Снимают выходной вал транспорта бумаги (см. выше "Снятие выходного вала транспорта бумаги").
2.Откручивают винт (10 на рис. 41) крепления основания датчиков выхода и ширины бумаги к основанию нижней половины узла.
3.Плоской отверткой освобождают фиксатор (11).
4.Сдвигают влево пластмассовое основание флажков датчиков бумаги и, переместив к себе, снимают его с металлического основания узла термозакрепления.
Очищают элементы нижней части узла термозакрепления от загрязнений и осматривают их. Поврежденные элементы узла подлежат замене. Сборку нижней части узла термозакрепления выполняют в обратной последовательности. При сборке обращают внимание на ориентацию пружин привода флажков датчиков бумаги, легкость перемещения, а также на их начальное положение и рабочий ход.
Установка резинового вала на нижнюю часть узла термозакрепления
1.Очищают от загрязнений бушинги вала и осматривают их. При обнаружении повреждений или износа бушинги подлежат замене. Замена бушингов также выполняется при замене резинового вала.
2.Очищают от загрязнений рабочую поверхность и металлическую ось резинового вала с левой и правой сторон. Осматривают рабочую поверхность вала и его ось в зоне соприкосновения с бушинга-ми. Повреждения тефлонового покрытия вала нежелательны.
При глубоких повреждениях рабочей поверхности вала или большом износе осей под бушингами вал подлежит замене.
3.Последовательно устанавливают на место бушинги, резиновый вал и направляющую бумаги в порядке, обратном снятию. Проверяют надежность фиксации защелки направляющей бумаги на основании узла.
Разборка и замена элементов верхней половины узла термозакрепления
Замена термопленки
Предупреждение.При выполнении операций нежелательно прикасаться к рабочей поверхности термопленки и нагревательного элемента. Очищать керамическую пластину нагревательного элемента узла термозакрепления от спекшегося тонера и загрязнений допускается только на ровной жесткой поверхности, устойчивой к действию растворителя, применяемого для очистки нагревательного элемента узла термозакрепления.
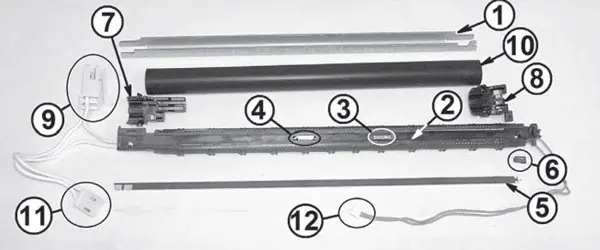
Рис. 42
Верхняя часть узла термозакрепления состоит из следующих элементов:
-металлическое основание (1 на рис. 42);
-пластмассовая подложка нагревательного элемента (2);
-датчик температуры (3);
-термопредохранитель (4);
-нагревательный элемент (5);
-металлическая скоба (фиксатор) нагревательного элемента (6);
-левая пластмассовая направляющая (7);
-правая пластмассовая направляющая (8);
-контактная группа подачи питания на нагревательный элемент (9);
-термопленка (10);
-разъем подачи питания на нагревательный элемент (11);
-разъем датчика температуры узла термозакрепления (12).
1.Располагают верхнюю половину узла термозакрепления нагревательным элементом вверх, контактная группа питания расположена с правой стороны. С левой стороны отжимают фиксаторы пластмассовой направляющей термопленки и,переместив ее влево, аккуратно снимают с узла.
2.Аккуратно перемещают термопленку влево и снимают ее с основания верхней половины узла термозакрепления.
3.Очищают пластмассовую подложку и установленный на ней нагревательный элемент от загрязнений, тонера и термосмазки. Для очистки от запекшегося тонера поверхности нагревательного элемента применяют ацетон или растворитель 646 и безворсовую салфетку. При очистке нагревательного элемента в сборе с подложкой желательно не допускать попадания ацетона или растворителя на пластмассовую подложку. При невозможности качественной очистки нагревательного элемента в сборе с подложкой от тонера и загрязнений выполняют его демонтаж с пластмассовой подложки.
Демонтаж нагревательного элемента с подложки
1. Располагают основание в сборе с подложкой нагревательным элементом вверх, контактная группа подачи питания нагревательного элемента расположена с левой стороны. Придерживают керамическую пластину нагревательного элемента, освобождают фиксатор контактной группы, аккуратно сдвигают контактную группу (1 на рис. 43) к себе и снимают ее с узла.
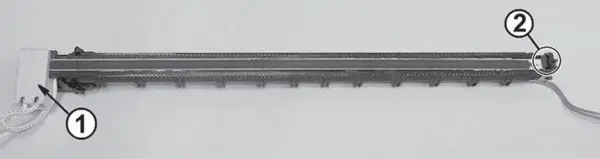
Рис. 43.
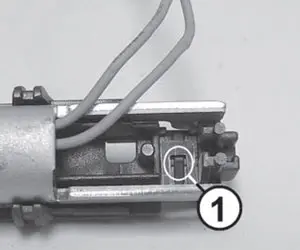
Рис. 44.
2.Снимают металлическую скобу (2) фиксации нагревательного элемента на подложке. Для снятия иголкой освобождают скобу с фиксатора (1 на рис. 44), расположенного на нижней стороне пластмассовой подложки. Придерживают керамическую пластину нагревательного элемента, перемещают скобу фиксации к себе и снимают ее.
3.Аккуратно снимают керамическую пластину нагревательного элемента с подложки, помещают на ровную поверхность (толстое стекло) и очищают ее от загрязнений. Для очистки используют безворсовую салфетку и ацетон. Осматривают поверхность нагревательного элемента узла термозакрепления - повреждения (царапины) на его рабочей поверхности крайне нежелательны. Наличие повреждений приводит к быстрому износу внутренней поверхности термопленки и, соответственно, к ее замене.
4.Очищают пластмассовую подложку нагревательного элемента, а также установленные на ней датчик температуры и термопредохранитель от тонера, старой термопасты и загрязнений.
Замена термопредохранителя и датчика температуры узла термозакрепления
При необходимости замены датчика температуры или термопредохранителя узла термозакрепления последовательно снимают направляющую термопленки (сторона жгута датчика температуры), контактную группу нагревательного элемента, скобу фиксации и нагревательный элемент (см. выше "Демонтаж нагревательного элемента с подложки").
1.Освобождают фиксаторы и снимают пластмассовую направляющую термопленки, расположенную на стороне контактной группы подачи питания на нагревательный элемент.
2.Располагают узел пластмассовой подложкой нагревательного элемента вверх, жгут подачи питания на нагревательный элемент расположен с левой стороны. Удерживая металлическое основание, приподнимают левую сторону подложки нагревательного элемента вверх, перемещают ее влево и снимают с металлического основания узла.
3.Располагают подложку нагревательного элемента фиксаторами датчика температуры и термопредохранителя вверх. Для снятия датчика температуры с подложки нагревательного элемента узла термозакрепления последовательно снимают фиксатор (1 на рис. 45), плоскую пружину (2) и датчик температуры (3).
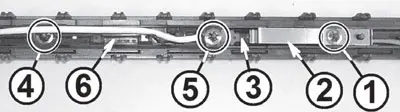
Рис. 45.
4.Для снятия термопредохранителя узла термозакрепления снимают два фиксатора (4 и 5 на рис. 45), пластмассовую пластину (6) фиксации термопредохранителя и термопредохранитель, находящийся под ней. Установку датчика температуры и термопредохранителя на место выполняют в обратной последовательности. Убеждаются в надежной фиксации пластмассовой пластины крепления термопредохранителя и плоской пружины датчика температуры.
Сборка верхней половины узла термозакрепления
Примечание.На данном этапе, при необходимости, выполняют замену термопленки и нагревательного элемента, расположенных на верхней половине узла термозакрепления.
1.Устанавливают пластмассовую подложку нагревательного элемента в сборе с датчиком температуры и термопредохранителем на металлическое основание верхней половины узла термозакрепления.
2.Устанавливают пластмассовую направляющую термопленки на стороне жгута подачи питания на нагревательный элемент и убеждаются в ее надежной фиксации на основании узла.
3.Наносят теплопроводную пасту на термопредохранитель и устанавливают керамическую пластину нагревательного элемента на подложку. Придерживая керамическую пластину нагревательного элемента, устанавливают на место контактную группу подачи питания на нагревательный элемент, а на противоположной стороне - металлическую скобу фиксации нагревательного элемента к подложке.
4.Осматривают термопленку: ее внешняя поверхность должна быть без повреждений (царапины, прозрачные участки, отверстия), а внутренняя зеркальная. При обнаружении дефектов термопленка подлежит замене, так как даже небольшие отверстия на термопленке будут пропускать мелкодисперсный тонер на поверхность нагревательного элемента и со временем выведут его из строя. При установке новой термопленки необходимо следить, чтобы на ее поверхности не было перегибов, так как они при работе не выравниваются.
5.Наносят тонкий слой термосмазки (толщина слоя около 0,3...0,4 мм) на поверхность нагревательного элемента и, недопуская перераспределения термосмазки на поверхности нагревательного элемента, устанавливают термопленку. При установке черный поясок на термопленке располагают на стороне контактной группы подачи питания на нагревательный элемент.
6.Устанавливают на место пластмассовую направляющую термопленки, расположенную на стороне жгута подключения датчика температуры. При установке направляющей не допускают повреждения термопленки.
Сборка узла термозакрепления
Располагают нижнюю половину узла термозакрепления резиновым валом к себе вверх, шестерня привода расположена с правой стороны. Последовательно устанавливают на нижнюю половину верхнюю половинуузла термозакрепления, пластмассовые рычаги освобождения прижима бумаги, прижимные пластины и пружины в порядке, обратном снятию. Для установки пружин удобно пользоваться крючком, изготовленным из проволоки диаметром 1,5 мм, обладающей достаточной жесткостью. Подключают разъем жгута датчика температуры к плате датчиков бумаги. Укладывают жгуты датчика температуры и питания нагревательного элемента в пазы прокладки.
Устанавливают рычаги прижима в рабочее положение. Прокручивают резиновый вал в направлении рабочего вращения. Для прокрутки вращают шестерню привода резинового вала. При вращении термопленка должна вращаться синхронно с валом.
Проскальзывание (пробуксовка, остановка) или осевое перемещение термопленки при вращении не допускаются. Устанавливают защитный кожух и закручивают винты его крепления.
Проскальзывание термопленки возможно при использовании некачественной термосмазки или нанесении ее на поверхность термоэлемента в большом количестве. Также проскальзывание может быть при применении совместимой термопленки ненадлежащего качества. Для устранения дефекта разбирают узел термозакрепления, очищают его от термосмазки и наносят термосмазку надлежащего качества. Если выяснилось, что в узле имеется большое количество термосмазки, достаточно уменьшить ее количество. При отрицательном результате устанавливают термопленку от другого производителя. Осевоеперемещение термопленки при работе возникает в случае разности усилий прижима с правой и левой сторон верхней половины узла к резиновому валу, браке термопленки(разность диаметров по длине), износе бушингов или вала в местах посадки (под бушингами), а также при дефектах рабочей поверхности резинового вала. Для устранения проверяют правильность установки пружин, прижимных пластин и рычагов прижима. Осматривают элементы узла термозакрепления и при обнаружении дефектов заменяют соответствующие элементы. Если визуальный контроль не дал результатов, то дефектный элемент выявляют путем поочередной замены элементов узла термозакрепления на заведомо исправные.
Устанавливают узел термозакрепления в принтер, убеждаются в посадке узла на фиксаторы, закручивают винты крепления узла и укладывают провода в пазы прокладки. Подключают снятые при демонтаже узла клеммы и разъемы.
Сборка и проверка принтера
Предупреждение.При проверке принтера строго соблюдают правила электробезопасности. Подключение USB-кабеля выполняют только при отключенном сетевом кабеле на принтере!
Сборку принтера выполняют в обратной последовательности. Проверяют подключение разъемов и шлейфов, устанавливают крышки и закручивают винты крепления. Сначала устанавливают переднюю крышку, а затем заднюю металлическую крышку и закручивают винт ее крепления. Далее последовательно устанавливают боковые крышки и закручивают винты их крепления. Последней устанавливают верхнюю крышку в сборе с крышкой доступа к картриджу, выходным лотком,кнопкой и световодами панели управления. При установке верхней крышки обращают внимание на ориентацию рычагов прижима узла термозакрепления в пазах на крышке доступа к картриджу и фиксацию верхней крышки на принтере. Устанавливают рычаг управления механизмом привода фотобарабана картриджа в паз на крышке доступа к картриджу и убеждаются в его фиксации.
Подключают принтер к системному блоку, устанавливают исправный картридж, загружают бумагу в приемный лоток и включают принтер. При выходе на готовность (горит индикатор "Готов" на панели управления)распечатывают тестовую страницу и визуально оценивают качество распечатки.
Для исключения возможных повреждений элементов устройства необходимо соблюдать осторожность и не применять чрезмерные усилия при выполнении всех операций, особенно при освобождении пластмассовых защелок и фиксаторов.
Литература
1. Печеровый В.В. Лазерный принтер "Canon i-SENSYS LBP6020" - разборка, профилактика, замена узлов (часть 1). Ремонт & Сервис, № 8, 2015.
Автор: Виталий Печеровый (г. Орел)
Источник: Ремонт и сервис